




最初は
あー、オーバーホールのたびにバルブスプリング探したり選ぶのめんどうだー!何も考えず組めるスプリング無いかなー
というバルブスプリング作成の旅、蓋を開けてみれば今売ってるスプリングが結構やばくね?という感じになって、完全新設計でパン/ショベル用のバルブスプリングを作ることになった管理人。
一体何がやばくてなんで作らなきゃならんのかは以前のブログを参考に
PRO-ANSWER.COM

調べたらショベル、パンのバルブスプリングが結構やばかった
はぁぁ・・・いいバルブスプリングねーなー。いっそ作っちまうかぁ という、いつもの適当な思いつきから調べて…
続きを読む
この中でも潰れきる前の80%までがスプリングとして使うに当たっての寿命や性能を維持するための希望条件らしいんだけど、この80%ってどんな数字?ってのがイマイチわかりずらかったので、珍しくちゃんと図を作って改て説明しておこう。
スプリングの80%
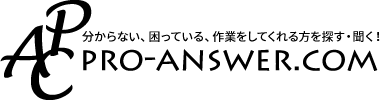
まずはいきなり次の図を見ていただきたい。
左側の長いのがバネが伸び切ってるところ。対して右側のがバネを縮めてバネの線どうしが当たり物理的にもうつぶれねーよ!となったところ。
これが伸び切っている状態を0%だとしたら完全に潰れきっている時が100%とする。
この潰れきった状態、図で見ても分かるとおり線と線が完全に当たり、見た目だけでも完全にやべー状態。
当然こんなギリギリ状態では使えるわけもなく、これはバネにとって完全な想定外となる。
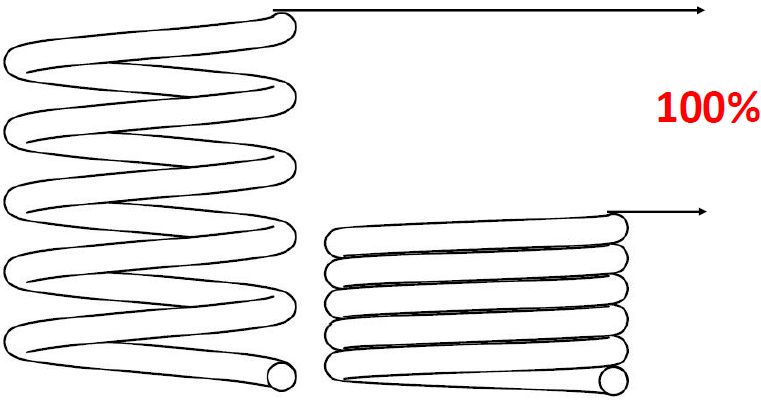
んじゃ、当然100%はやべーとしても一体何%だったらいいんだよ!という問いの答えが80%(当然それ以下の数値でもいいだろう)ということだ。
つまりこういうことである。これでわかるっしょ?改めて見るとそこまでわかりやすい図じゃないかもだけどわかるでしょっ!
んじゃコレを守らないと一体どうなると言うと・・・
- バネとしての性能維持期間が落ちる
- サージングや固有振動など動作時に問題が起きることがある
- 線どうしが当たって壊れれる可能性ある
多分他にもあるんだけど、管理人の知識(というよりバネやさんに教えてもらっただけ)で今思いつくのはこんなもんで、とくに今までの経験上どれもこれも思い当たるところがあるんだが、今まで一番あったのが3番目のスプリングが壊れるで、これはいままで何度見てきたかわからんレベルで見てきている。
んじゃ実際に純正とか社外のバネって何%ぐらいなの?と思うだろう。
この辺は管理人も気になったので、色々実際につぶしてみたり専用のソフト上で計算してみたりした。
結果はどれもコレもが90%以上という散々な結果で、台湾製なのかな?とかそのへんのバネに至っては100%にほど近い数値でソフトウエア(これはバネやさんが設計に使うもので、完全にプロ仕様。故に実に奇譚なく言葉を選ばず的確なツッコミを入れてくる)が壊れるからやめろ、あ、寿命は1万回の開閉にも耐えないからな!と行ってくる始末。
んじゃ今あちこちで結構使われている某キビなんとかのスプリングはというと・・・ざっくり94%というバネソフトが見たら激怒しそうな数値でした。
※補足
全てはアウタースプリングのみの話。インナースプリングは余裕があるので問題なし。
ちなみになんでインナーアウターと別れているかというと、80%を守るとなるとアウター一本だけでは応力が足りなくなる事がある。それを賄うためにインナーを入れる。ぶっちゃけ部品増えるし重くなるしで本当はやりたくないらしい。
テスト数値はバルブの最低突き出し量時に標準的セット長となる34.9mmをクローズ、オープン時はノーマルカム、ノーマルロッカーアーム使用時でバルブが開いた時の24.9mmを測定値とした。
某K社の純正リプレイス系バルブの数値は自由長45.23、セット長(クローズ時)34.9mmオープン24.9mmで実測で測定。100%まで潰した場合の長さが21.8mmだったので、ここから計算するとオープン時の24.9mmでは94%程度となる。
あまりにもピンボケでなんかインチキ臭いから写真載せるかどうか迷ったんだが、まずPACバルブスプリングを潰してる時の写真が

割と余裕があるのがわかるかな?
続いて某純正リプレイス社外品の写真。どうしようも無くピンボケ
ピンボケの上に撮る角度も最悪ですいません・・・
おわかりいただけただろうか?80%ってのはこんなことであった。
バルブスプリングの製造工程
ということで本題。
こんな理由で設計を始めたバルブスプリングもいよいよ量産開始となった。まだ(2026/2/3現在)実際には生産中で販売とはなっていないけど、作業は始まっているのでせっかくだからどーやって作るのか見学させてもらったので興味がある人がどれだけ居るかわからないけど、ちょっとの写真と共に生産工程を紹介していこうと思う。
ちなみに工程の順番はあんまり聴いてこなかった(なんなら忘れたといっていい)ので順番はなんとなくこんな感じなんだな程度で見てほしい。
- スプリングを巻く
当然であるが、まずはスプリングの原型を作っていく。
この作業がスプリングを作る最初の工程であり、そして要とも言えるだろう。今回は珍しく動画とか撮って来たのでそれ見たほうが早い。巻いてるのはインナースプリングである。チョー地味であるが、こんな感じでスプリングの原型を作っていく。
結構な速さで作れるので、少数ならあっという間にできそうに見えるが、ここに至るまでが長い。セットで数時間かかりそこから試作して結果を確認、ダメなら機械を微調整して再び試作っていう面倒な作業をしたうえでの実際の作成となる。場合によってはこの工程だけで半日は持っていかれるそう。まきたてほやほやのスプリングはほのかに暖かくまだこんな感じである。


- 両端を削る
上の写真を見れてもわかるようにスプリングの両端が平らじゃなくてまだ馴染みのある形状にはなっていない。
次はコレを削って両端をまっすぐ平らにするよ。
当然専門の機械があって、今回は昔から使われている機械での作業風景。デジタル制御のもっとでかい機械もあるんだけど、少量の場合は古いのでやったほうが早くて精度を出しやすいとか。このへんもバイクいじる時に通じるものがあるなー。まずは当然機械にセットする。
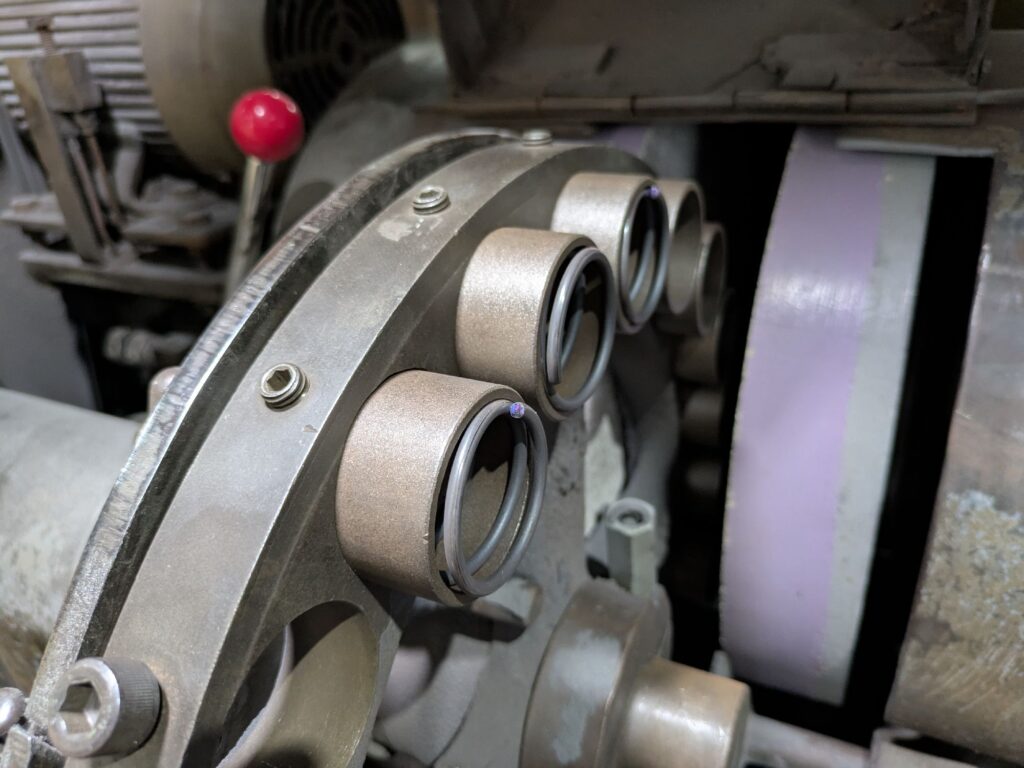
円筒形の筒の中にスプリングをセットする。置くに見える紫色のが砥石となっていて、コレが反対側にもついている。つまり左右(上下?)同時に削っていく形になる。こんなふうにじっくりだけど何個も同時削っていく。割と早く削れるのかな―と思ったんだけど、この工程だけでだいたい15分程度かけてゆっくりと削っていくらしい。
- 熱入れ
次はバネに熱を入れていく。目的は真面目に書くとすっげー長くなりそうなので超簡潔にいえばバネのすべての要素の安定化といったところか。
ともかく釜に入れてじっくりと熱する。この工程も結構なノウハウの塊であり、重要な工程なのでJISでもしっかりと定められたりする。今回の素材は300度で何分かとなっている。
出口側から。ここに入ったら扉が閉まって加熱開始!

焼き上がった(?)ら次の工程へといく
- ホットセッチング
ほっとせっちんぐ!とかなにやらいやらしい響きのこの作業、正直今まで聴いたことがない作業名であるが、コレもバルブスプリングを作るにあたって重要な工程となる。
なにをやるかって言うと上記の熱入れが終わってまだまだあっちあちの状態でプレスに乗せてがっちゃんがっちゃんとバネを伸び縮させる作業をする。
この作業によってバルブスプリングの初期縮みって言えばいいのかな、ともかくチェーンの初期伸びみたいなもんでバネも使い始めにその長さを変えるらしい。が!ものによっては・・・といよりバルブスプリングにとってはこの初期縮みが邪魔なのでこの作業でそれを取るらしい。他にも意味があるのかもしれないけど、まぁそんなところらしい。つまりはこの作業によってバネが縮むんであろう。でもその縮んだ状態が製品設計の数値となる。すげーでしょ!最初の巻き巻き作業がどれだけ大事でセッティングが大変かわかるでしょう。
- ショットピーニング
で、コレが最後の項目のショットピーニング。
ざっくり言うとスプリングに小さい鉄球を圧縮空気の力をかりてものすげー勢いでぶつけまくる作業となる。管理人「なるほど―コレで表面の汚れをおとしてキレイキレイにするんですねー」
担当者「いえ、主な目的は極小の凹凸を作ることによる表面応力の除去になります。きれいにもなりますけどね」
管理人「🤔」とまぁ、よくわからんがそういうことらしい。バルブスプリングちゃんとしたものにするには必須作業のなので、当然しっかりと行ってくれる。
ここまでがバルブスプリングを作る上での工程になる。
当然、工程部分だけをざっくり書いたが、コレ以外にも前工程後工程を入れると結構な作業量になると物作りに関わる人ならなんとなくわかっていただけただろう。
次にPACバルブスプリングの諸元を書いていく。
PACバルブスプリング諸元
ではこのバルブスプリングの細かな諸元を書いていくよ。購入の参考に
- 適応
1948年から1984年までのいわゆるパンヘッド、ショベルヘッド用。
ノーマルカムを想定。- 材質
新日鉄製オイルテンパー線。SWOSC-V
線の均一な太さや表面形状、材質分布の均一さなどどの面から見ても世界でトップクオリティを持つ。
ちなみに材質は当然ながら製造する機械から技術者まですべて日本製。
日本のバネ製造技術はコレまたドイツと争って世界1位か2位らしい。つまりその点だけ見てもこのバルブスプリングはパンショベル用としては世界一の品質って言っても(だって日本でもドイツでもつくってないんだもんん・・・)過言ではない・・・かもしれない。自信ないけど。- アウタースプリング
内径 線径 自由長 クローズ(34.9mm) オープン(24.9mm) 33mm 4.5mm 51.5mm 103lbs 178lbs - インナースプリング
内径 線径 自由長 クローズ(30.2mm) オープン(20.2mm) 22.6mm 3.2mm 40.4mm 37lbs 84lbs
となる。
価格については1台分のセット(インナー×4、アウター×4のワンセット)で定価20,000円(税抜)販売については近々専門サイトを開来ます。
また、業販用のサイトも同時に開く予定ですので、業販希望の方はお知らせの方から一度ご連絡ください。
今回はここまで!まぁ作った物の宣伝ってやつでーす
プロアンサーではなんか作ろうと思っているバイク屋から車屋まで質問に回答してくれるプロの方を募集中です!
お問い合わせからご連絡頂ければ返信しますんで、よければ登録してくださーい。






